
Industrial Handling Machine: The Efficiency and Reliability of Screw Conveyors
When it comes to material handling in various industries, efficiency and reliability are of utmost importance. From manufacturing plants to food processing facilities, the need for effective conveyor systems cannot be understated. In this article, we will explore the versatility and benefits of Screw Conveyors, a popular choice in the world of Material Handling Equipment.
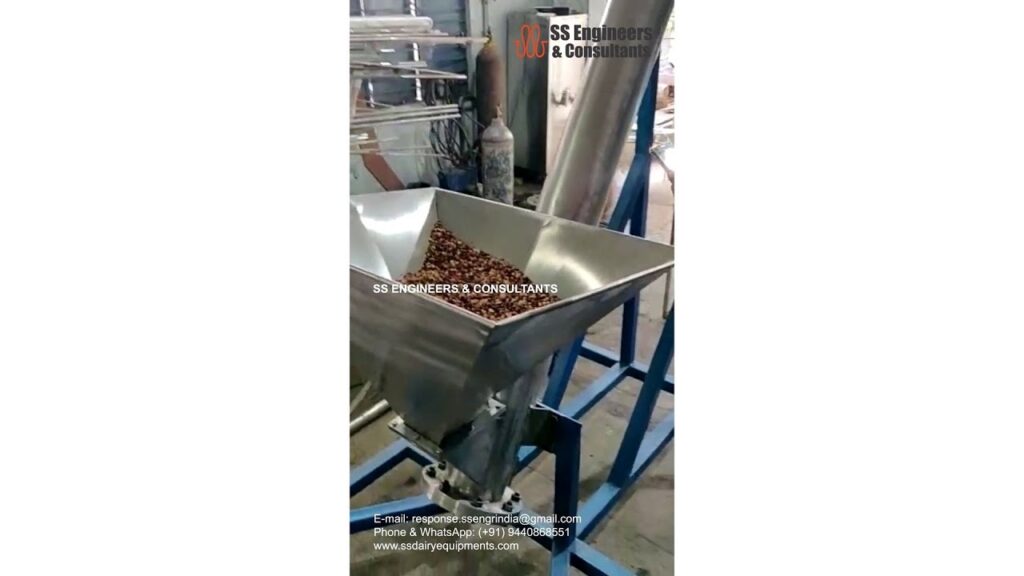
Screw Conveyors, also known as Auger Conveyors, are an integral part of the material handling process. These machines are used to transport bulk materials, such as grains, chemicals, and foodstuff, from one point to another, effortlessly and efficiently. With the ability to handle a wide range of materials, Screw Conveyors play a crucial role in various industries.
The construction of Screw Conveyors is fairly simple, consisting of a rotating helical screw blade, also known as an auger. As the blade rotates, it moves the material along the conveyor, ensuring a continuous flow. The versatility of Screw Conveyors lies in their customization options. Whether it be the material of construction, such as stainless steel (SS Conveyors), or the conveyor design itself, Screw Conveyors can be tailored to meet specific industry requirements, making them a preferred choice for many.
Now, let's take a closer look at the many advantages offered by Screw Conveyors:
1. Efficient Material Handling: The primary purpose of any conveyor system is to transport materials efficiently. Screw Conveyors excel in this aspect by providing a steady and controlled flow of bulk materials. With their ability to handle both horizontal and inclined transport, Screw Conveyors offer flexibility in material transfer, minimizing manual intervention and reducing overall labor costs.
2. Gentle Material Handling: When dealing with fragile or sensitive materials, it is crucial to ensure their integrity during transport. Screw Conveyors offer a gentle conveying mechanism, which prevents material damage and degradation. This makes them an ideal choice for industries where maintaining the quality of materials is paramount, such as the food and pharmaceutical sectors.
3. Versatility in Design: Screw Conveyors can be designed to fit various spatial constraints and meet specific material handling requirements. Whether it be a tube-type design for enclosed transportation or a trough-type design for heavier loads, Screw Conveyors provide versatility in their configuration options. Additionally, their modular design allows for easy installation, maintenance, and future expansion.
4. Low Maintenance and Operating Costs: Screw Conveyors are known for their durability and long service life. With minimal moving parts and a simple design, these machines require minimal maintenance and upkeep. Additionally, their energy-efficient operation helps reduce operating costs, making them a cost-effective solution for material handling needs.
5. Flexibility in Material Types: Screw Conveyors can handle a wide range of materials, including powders, granules, liquids, and even semi-solid materials. This versatility allows for seamless integration into various industries, from agriculture and mining to chemical and pharmaceutical manufacturing.
In the realm of Material Handling Equipment, Screw Conveyors have proven to be a reliable and efficient solution for conveying chemical and foodstuff materials. Their ease of use, low maintenance requirements, and ability to handle a vast range of materials make them a go-to choice for industries across the board.
As we delve deeper into the field of material handling, it is important to keep an eye on advancements and innovations in conveyor technology. The industry is ever-evolving, with new developments aimed at enhancing efficiency, reducing environmental impact, and improving overall productivity. Stay tuned to industry updates and consult experts to ensure your material handling processes remain cutting edge.
In conclusion, Screw Conveyors, with their efficiency, reliability, and versatility in design, are an indispensable component of the Industrial Handling Machine. From their simple yet effective construction to their gentle material handling capabilities, Screw Conveyors have established themselves as a trusted choice for conveying various materials. As industries continue to innovate, it is imperative to invest in the right Material Handling Equipment to optimize operations and stay ahead in the competitive market.
Handling Machine
"Efficient and Versatile Conveying Systems for Chemicals and Foodstuffs | Screw Conveyors and Industrial Handling Machines Unveiled"